
- משופץ



חומר YG8 קרביד yg8 מטופל בחום : אמצו חומר yg8 קרביד מוצק המטופל בחום, חיי השירות הם פי 8 מעמידותם של כלי HSS איכות עיבוד גבוהה : למוצר איכות עיבוד גבוהה וחלקות גבוהה ויכול לעבד לחללי עובש דיוק גבוהות שונות. בטוח ואמין : פשוט ונוח לשימוש, בטוח ואמין, יכול להפחית את חוזק העבודה ולשפר את סביבת העבודה. חיסכון בזמן ומאמץ : צורת כלי חרוט מחודדת עם כפול, בעל יעילות עבודה גבוהה, חיסכון בזמן ומאמץ. שימושים מרובים : בשימוש נרחב במוצרי מתכת, ייצור כלים, הנדסה, הנדסת דגם, גילוף עץ, ייצור תכשיטים, ריתוך, חדר, יציקה, דבורה, טחינה, השתלת ראש גליל וחריטה. חומר YG8 קרביד yg8 מטופל בחום : אמצו חומר yg8 קרביד מוצק המטופל בחום, חיי השירות הם פי 8 מעמידותם של כלי HSS. איכות עיבוד גבוהה : למוצר איכות עיבוד גבוהה וחלקות גבוהה ויכול לעבד לחללי עובש דיוק גבוהות שונות. בטוח ואמין : פשוט ונוח לשימוש, בטוח ואמין, יכול להפחית את חוזק העבודה ולשפר את סביבת העבודה. חיסכון בזמן ומאמץ : צורת כלי חרוט מחודדת עם כפול, בעל יעילות עבודה גבוהה, חיסכון בזמן ומאמץ. שימושים מרובים : בשימוש נרחב במוצרי מתכת, ייצור כלים, הנדסה, הנדסת דגם, גילוף עץ, ייצור תכשיטים, ריתוך, חדר, יציקה, דבורה, טחינה, השתלת ראש גליל וחריטה.

שם מוצר : שיסוף מסור; חומר : מערכת הפעלה : 60 מ"מ / 2 4 / 11"; קוטר חור עובי : 5 מ"מ / 0.197"; מספר שיניים : 72 ט צבע : טון כ
היתרונות של משפחת מוצרים זו : ציונים וגיאומטריות ייעודיים לכל היישומים והחומרים פתרון פרודוקטיבי עם מגב
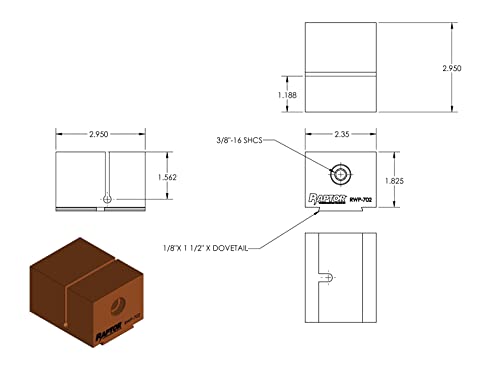
טען את גוש הצביטה על מתקן הזנב, גלף את צורת החלק שלך, שחרר את החלק שלך פנימה, הידק את הלסתות בעזרת מפתח מפת�

מתאים לשימוש כללי עיבוד על פלדה, כרום ניקל פלדה, וברזל יצוק לטחנות קצה ארוכות במיוחד יש קצוות חיתוך ארוכי
ברז צינור מחודד מספק ערך יוצא דופן עבור כל יישומי ההברגה הכלליים גימור חמצן קיטור מונע ריתוך כלים...

מתאים כרסום בצד, סוף כרסום וגימור של ברזל יצוק טיטניום חוזק אחיזה גבוה, התנגדות השפעה חזקה, יתרון מהירות �

ביצועים גבוהים כיתה סוף מיל קרביד יכול לרוץ במהירויות גבוהות יותר מאשר פלדה במהירות גבוהה או קובלט, התנג
עץ מקדח סטים מקדח קרביד הכנס קידוח אינדקס תרגיל הכנס עבור מתכת הפיכת הכנס 10 יחידות עץ מקדח סטיםקידוח קצת

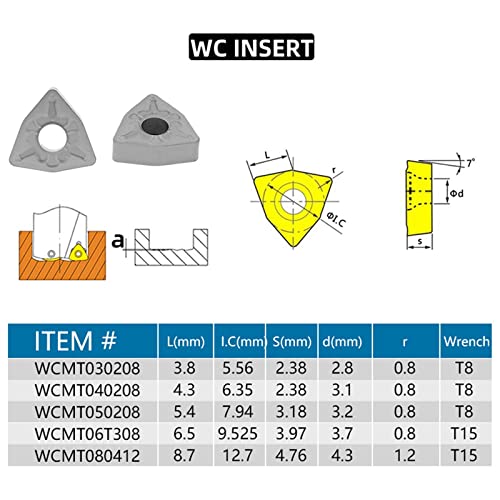
חומר מעולה, קשה ואנטי רטט מוסיף קרביד עם ציפוי קורות חיים ציפוי מעניק מוסיף התנגדות השפעה חזקה...

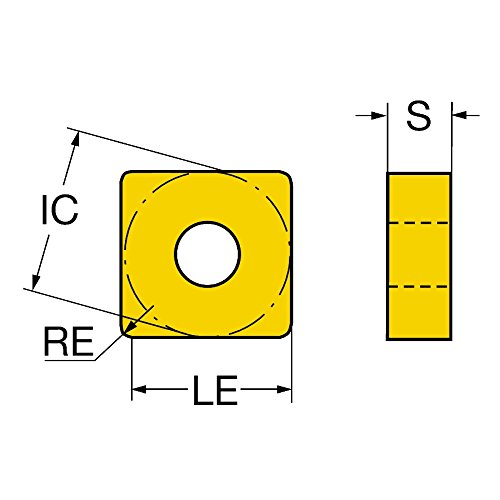
גודל דגם : 11358 פדר י חומר : קרביד עם עבה אל2או3 ציפוי מתאים לגימור, גימור למחצה, עיבוד סגסוגת בטמפרטורה גבוה�

1) המאפיין של שוק פלדה טונגסטן הוא אנטיכיבוי 2) השוק עשוי מפלדת טונגסטן מעולה ומתקשה 3) גודל המחזיק יציב אפ�
.jpg)
עם גבוהה כיפוף התנגדות וללבוש התנגדות, זה משמש במיוחד עבור קשיות גבוהה, גבוההמהירות חיתוך יישומים חוזק א

אפשרי עבור גבוההמהירות חיתוך, מתאים יעילות גבוהה עיבוד 1 ממוקם בדרום קוריאה מידות חבילה : 3 "ליטר על 1" וואט

למתכת קשיות גבוהה, עמידות גבוהה בכיפוף ועמידות בפני שחיקה, והיא משמשת במיוחד ליישומי חיתוך במהירות גבוה�

חומר גלם נבדק ומוסמך במעבדה קרקע דיוק למפרט מוביל בתעשייה איכות עקבית וביצועים צפויים מפעלי קצה למטרות �

זמין ב 45 פַק ו 60 פק עם חיתוך שיניים על גדול קוטר צד ארץ מוצא : ארצות הברית זמין ב 45 פַק ו 60 פק...
מידות חבילה : 3 ארץ מוצא : ארצות הברית מספר חלק : שירותים 06 ט3 0856 235 סנדוויק קורומנט שירותים 06 ט3 0856 235, קורומנ�

חומר פרימיום מבטיח חוזק ועמידות מרבית לשימוש לאורך זמן ביצוע משובח, קווים ברורים וביצועי עבודה יציבים...

30 סליל עם 2, 3, & 4 חלילים טחנות קצה אלה כוללות סובלנות פלוס מדויקת על קוטר החיתוך תוצרת ארצות הברית מצופה אל

תרגיל נוקשה קצר 145 נקודת מרכוז עצמית יעיל במגוון רחב של חומרים עוצב עבור יעיל קידוח במגוון רחב של חומרים �

מתאים לגימור של דיוק רכיבים כגון שעון, מצלמה מנגנון אלקטרוני תבניות, וכו' 1 ממוקם בדרום קוריאה...

עבור חורים עד 7 וולט חזק ועייפות עמיד תרגיל גוף מושבי הוספה חזקים עם שלושה משטחי מגע תומכים עבור פחות תנו�

סוג : הוספת כרסום (סלד 1003 מ ' 0) ציפוי : קורות חיים, מתאים לדירות פלדה ציפוי מעניק מוסיף התנגדות השפעה חזקה,צ�

גודל 1 גימור : ללא ציפוי (בהיר).50 מ מ, חומר : קרביד, גימור : ללא ציפוי (בהיר), חליל אורך : 3.00 מ מ, אורך כולל : 38.00 מ

עם גבוהה כיפוף התנגדות וללבוש התנגדות, זה משמש במיוחד עבור קשיות גבוהה, גבוההמהירות חיתוך יישומים חוזק א

טחינה מלאה איכות יציבה וגודל מדויק בלאי קצה חד וקונצנטריות גבוהה מתאים ל : עץ מלא, אקריליק, פלסטיק, גילוף �

פלטפורמה מקיפה אחת מאוד תכליתי תרגיל עם שונים גיאומטריות וציונים זמין פלטפורמת טסיאף מכסה פעולות מקיוט

יכולת נוזל קירור דרך הצעדה AT3 או להתחדד טוב יותר סוף טחנה פנימית נשא T ברגים מוגדרים כלולים מחזיק טחנת Lyndex

חומר : פלדת פחמן סטנדרט מוצר : מדד דגם : שלוש סמל גל גודל המוצר : "קוטר פנימי" x "קוטר חיצוני" x "עובי"...

אפשרי עבור גבוההמהירות חיתוך, מתאים יעילות גבוהה עיבוד 1 ממוקם בדרום קוריאה מידות חבילה : 3 "ליטר על 1" וואט

1 / 2 " רוחב 3 / 4 " צוואר קוטר 11 / 2" תחת לחתוך אורך 4חליל פינת עיגול סוף מילמטרי רדיוס חותכי כרסום קאו היו המוב�